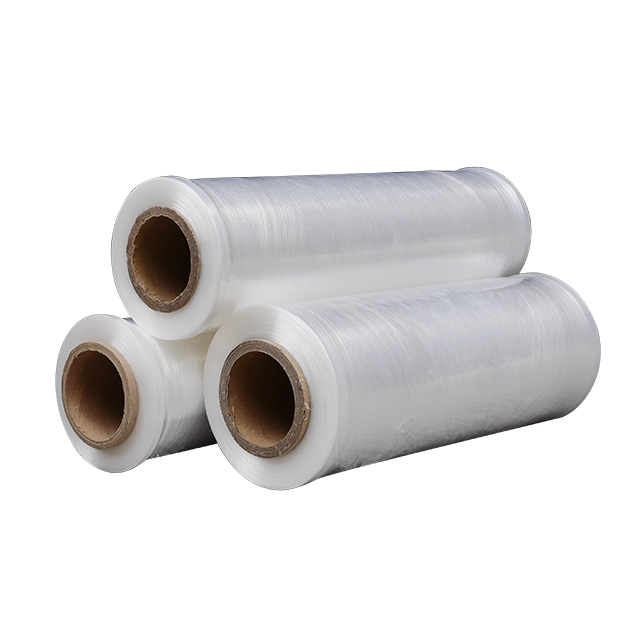





What Are the Influences on the Function of Stretch Film ?

The function of stretch film will be affected by many aspects, not the same as the manufacturer of the same name goods, its function more or less have certain differences, such as the selection of raw materials, production technology parameters and production temperature will affect the function of the product. Today, let's first explain what effect the horizontal and vertical stretch ratio of the stretch film has on the function of the stretch film.
Tensile ratio is a very primary technical parameter, whether it is longitudinal or transverse tensile ratio, has a serious impact on the tensile film energy. At a certain temperature, the larger the tensile ratio, the larger the orientation of PP molecular chain. The modulus increases, the cracking elongation decreases, the impact strength, the flexural resistance increases, the breathability and the gloss becomes better.
Tensile film orientation mainly occurs in the process of longitudinal stretching and transverse stretching. After longitudinal stretching, the polymer chain shows the longitudinal mechanical function of the uniaxial longitudinal orientation cast, while the transverse function deteriorates. After further transverse stretching, the polymer chain presented biaxial orientation with the improvement of the molecular chain orientation, the number of extended chain segments increased, the number of folded chain segments decreased gradually, the density and strength of the data improved correspondingly, and the cracking elongation decreased. Thus bidirectional stretching can be induced to improve energy.
The difference between longitudinal tensile ratio and transverse tensile ratio ultimately determines the difference between longitudinal and transverse physical and mechanical functions of the stretch film and the transverse tensile ratio. There is no significant difference between the molecular orientation of the two directions. The stretch film shows isotropy to produce the stretch film whose longitudinal function is higher than that of the transverse function. Generally 5.5) is less than the transverse tensile ratio (7.5 ~ 9.0). Transverse stretching of a stretch film is a primary and messy process that continues in a thermal environment. The transverse stretching process has multiple starting points, which is mainly formed by the transverse elongation rate of some thin defects, as well as the impurities, bubbles and appearance defects in the film.
Multiple stretching starting points are easy to lead to uneven thickness of goods in transverse stretching, there are "step stretching" and "inherent stretching multiple" problems. That is, a "ladder" point in the lateral stretching process that is stretched to the maximum multiple. As the stretching process progresses, the "ladder" gradually expands to both sides and is stretched. In the production of stretch film, it is necessary to reach the "natural stretch multiple", that is, the product of the film's longitudinal stretch ratio and transverse stretch ratio is necessary to reach 40. If the longitudinal tensile ratio is insufficient, the film will show many transverse results after stretching, and the two sides will show thick strips.
To sum up, the effect of tensile ratio on the function of tensile film is very great. In the process of production, we should always pay attention to the details that will affect the tensile ratio, control the proportion, produce goods that meet the standard and improve the influence of the brand.